Restrike Operation In Sheet Metal
Die Basics 101 Forming Operations
Die Engineering At Chrysler Metalforming Magazine Article
Improve Your Sheet Metal Trimming Process Through Simulation

Proses Bending 2 Restrike Youtube
Advanced High Strength Steels Solve Growing Demands For Formability Metalforming Magazine Article
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrmhdizbune5x5julxaay1qdx4hme Vsq Ikg Usqp Cau
However compression also can be used.
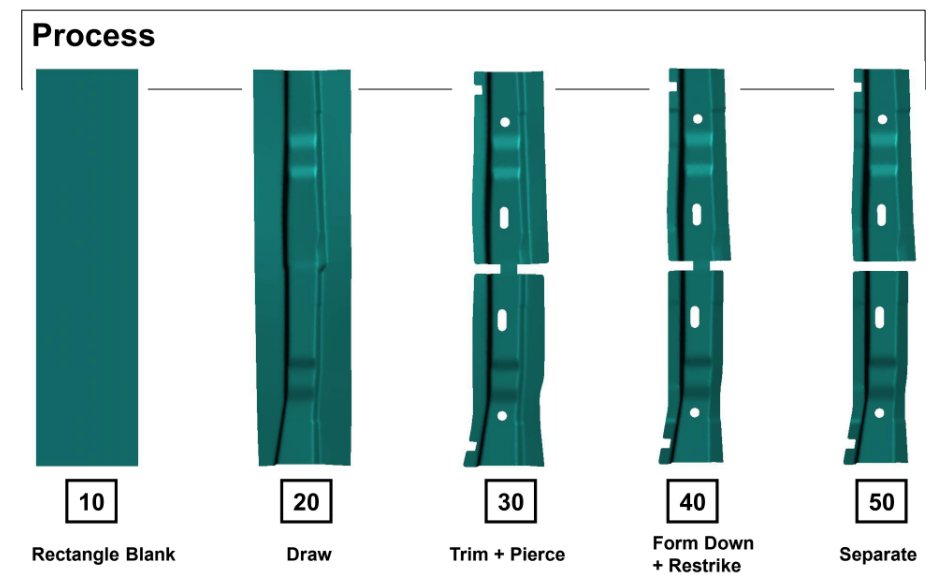
Restrike operation in sheet metal. Sheet metal operation part 1 sheet metal design series duration. Parting off tool edit are similar in that a discrete part is cut from a sheet or strip of metal along a desired geometric path. The middle portion of the sharp corner at the bottom of the cavity is filled. It s a piece of sheet metal devoid of manipulation or change.
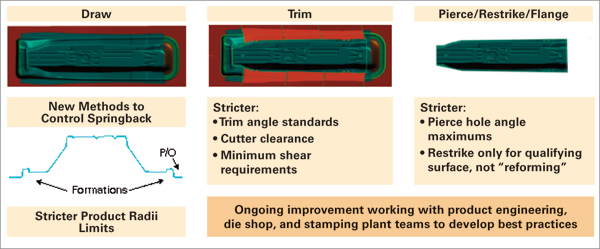
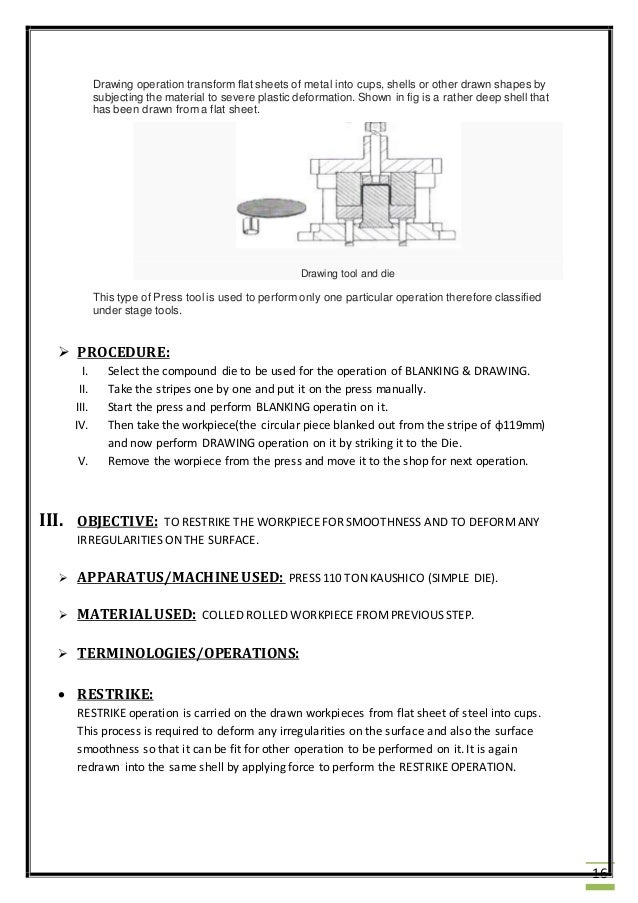
These dies also referred to as qualifying dies usually use tension to re form the part. A restrike die operation often follows a drawing or trimming operation. Trying to stop the stress from being created during the cutting or bending operation would be an attempt to defy physics. The flange is driven by an upper shoe and the die is supported by a lower shoe.
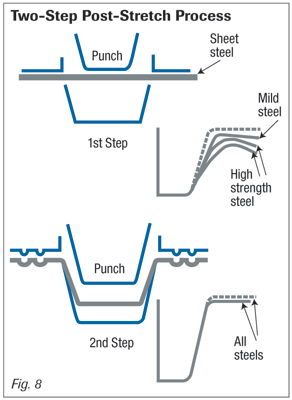
However filling both trihedral corners required much material elongation substantially above the forming limit of aluminum sheet and also required much more pressure to fill the trihedral corner. The restraining force is provided by the blank holder or draw bead to control the material flow rate and the force is created by friction between the blank tooling. Since it can t be stopped the alternatives are either to break it up or counterstress the metal. It is a shearing operation in which blanks are separated from a sheet metal strip by cutting the opposite sides of the part in sequence.
In this case what you have is a metal blank. Trapped stress is the result of permanent metal deformation and it is the fundamental reason for a loss of flatness. Relief forms and die symbols for sheet metal i have googled extensively and have not found any references to any drawing symbols for use in specifying sheet metal operations. Die stamping involves using a special machine called a die to form trim flang emboss pierce or restrike that metal blank turning it into a new design.
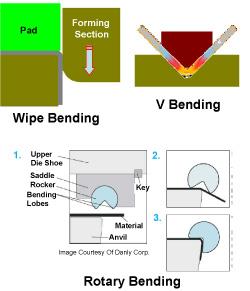
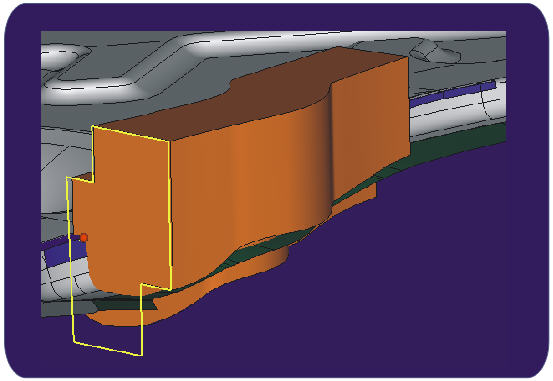
Bending can be defined simply as a forming operation in which the metal is deformed along a straight axis. Position of draw bead. Experimental sample after emf restrike operation. Design hub recommended for you.
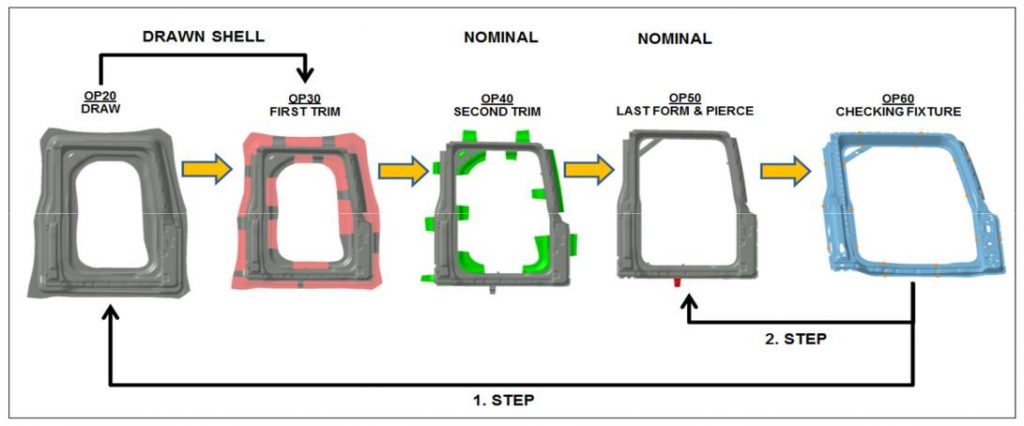
Additional panels were drawn to failure during both the first draw and the redraw in order to set the parameters for the springback trials and to demonstrate that a sheet metal going through a restrike operation can exceed conventional forming limits of that under a simple draw operation. Creo has the symbols for indicating bend direction and angle but things like bend relief forms puches or dies can only be defined by detailing. In most cases the metal blank is comprised of steel sheet metal. The sheet metal is subjected to bending and unbending around the draw bead after the die closure.
Smaller radii were used in the restrike step in order to significantly alter the deformation and the sprung shape.
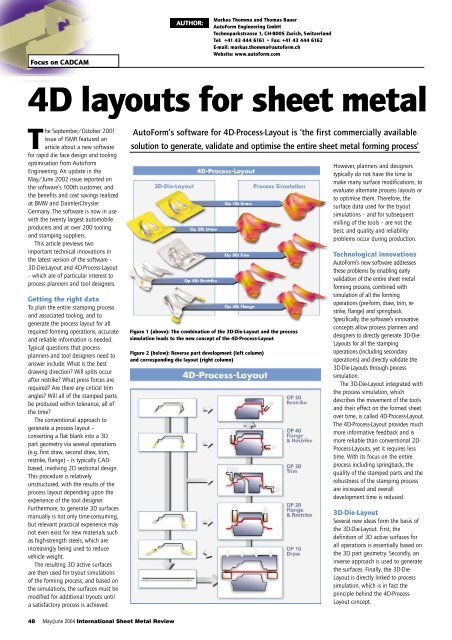
4d Layouts For Sheet Metal Parts Autoform Engineering
Ford Nails 99 Accuracy Springback Prediction For A Cargo Truck Door Opening Case Study Revealed Formingworld

Metal Stamping Metal Forming Pressurex Micro Tactile Pressure Indicating Film Pressure Sensitive Film Pressure Film Pressure Sensors Surface Pressure Mapping System
Https Onlinelibrary Wiley Com Doi Pdf 10 1002 Srin 199801470

Die Stamping 101 Tool And Die Ch Tech
A M Cassandre Nord Express Restrike For Sale Artspace
Icapp

Calavera Oaxaquena By Jose Guadalupe Posada Print Laptop Skin By Fishercraft In 2020 Mexican Art Art Posada
Https Conferences Iaea Org Event 181 Contributions 15365 Attachments 8423 11146 Pap Icons2020 Id90tolba Pdf

Low Power Factor An Overview Sciencedirect Topics

Understanding Ignition Processes In Spray Guided Gasoline Engines Using High Speed Imaging And The Extended Spark Ignition Model Sparkcimm Part A Spark Channel Processes And The Turbulent Flame Front Propagation Sciencedirect
What Is Transfer Metal Stamping
Https Link Springer Com Content Pdf 10 1007 2f978 3 319 72538 3 9 Pdf
Atmospheric Plasma Spraying Evolution Since The Sixties Through Modeling Measurements And Sensors Springerlink

Ag 3098 240 Volt Metal Halide Wiring Diagram Further Metal Halide Ballast Wiring Diagram

Chong Park Seoul National University Seoul Snu Department Of Materials Science And Engineering

The Plasma Morphology Of An Asymmetric Electrode Ablative Pulsed Plasma Thruster Iopscience
Clutch Bell Edited
News Archives Page 4 Of 7 Ahss Insights
Http Iopscience Iop Org Article 10 1088 1361 6595 Aa9e6b Pdf

Design Of A Hybrid Carbon Fibre Carbon Nanotube Composite For Enhanced Lightning Strike Resistance Sciencedirect

Calavera Oaxaquena By Jose Guadalupe Posada Poster Zazzle Com Mexican Art Art Posada

The Anode Region Of High Intensity Arcs With Cold Cross Flow Iopscience

Light Emitting Diode Led Lighting

Philippines Alphonso Xii 1874 1885 50 Centimos Pattern 1880 Restrike From 1947 48

Thomas Research Esp 125 T Quartz Restrike System 120v Hid Circuits 39 1500w Auxilliary Lamps To 500w Timed Version
Https Www In Gov Dot Div Contracts Standards Bridges Bda Bda 20100 01 20bridge 20sample 20plans Pdf

4 Installation Guidance And Appraisal Of Research Results Underwater Installation Of Filter Systems For Scour And Erosion Countermeasures Volume 1 Research Report The National Academies Press

Osram Hmi 200w Single Ended Lamp Hot Restrike Barndoor

Outdoor Court Lighting Tennis Australia Pages 1 4 Text Version Fliphtml5
High Speed Stamping Quenches Thirst For Beverage Cans
Https Ascelibrary Org Doi Pdf 10 1061 9780784481219 004
Https Www Lincolnelectric Com Assets Servicenavigator Public Lincoln3 Im840 Pdf
Https Www Shopfloortalk Com Forums Attachment Php Attachmentid 21021 D 1172894274
Https Www Lincolnelectric Com Assets Us En Servicenavigator Public Lincoln3 Im839 Pdf

Poland Danzig 5 Ducat Restrike 1614 1977 Price Estimate 550 600

J P Caltagirone S Research Works University Of Bordeaux Bordeaux And Other Places

Ghim Tren Tiền Xu Hiếm Coin

Pin On The Coinage Of Liechtenstein

Newman Numismatic Portal At Washington University In St Louis Comprehensive Research Reference For U S Coinage
Http Pig Sagepub Com Content 207 1 1 Full Pdf

Ebay Juleswings
Https Usmodernist Org Al Al 1987 04 Pdf

